
ຄວາມຕ້ອງການຄວາມປອດໄພສໍາລັບການຟລີການຟລີໃນໂຮງງານ forging
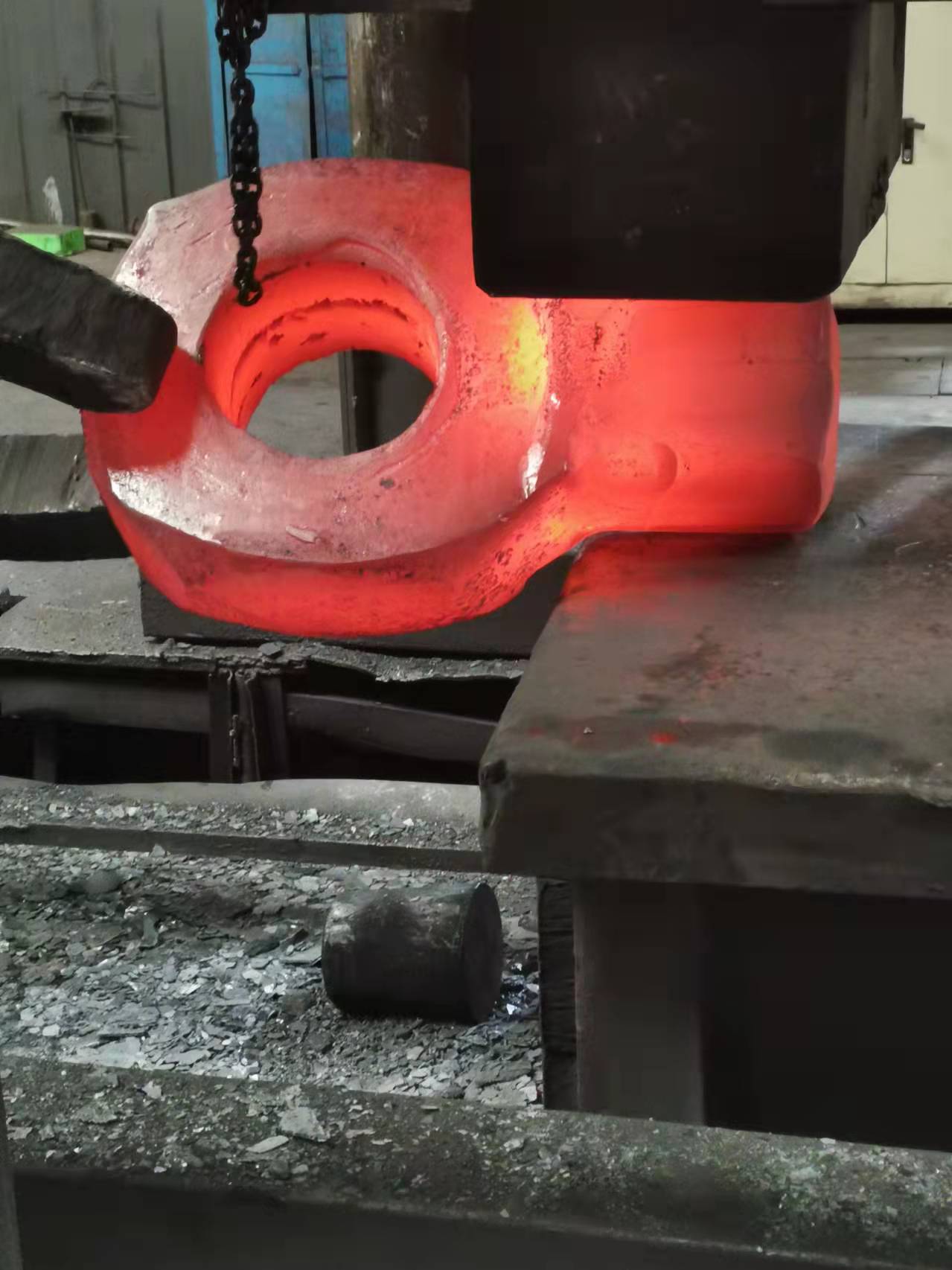
Forgings ໂຮງງານຜະລິດໃນຟຣີປອມforgings ການປຸງແຕ່ງ, ສ່ວນໃຫຍ່ແມ່ນໂດຍຜ່ານການ forging hammer ແລະກົດສອງປະເພດ, tong Xin ຄວາມແມ່ນຍໍາ forgings ໂຮງງານຜະລິດເພື່ອແນະນໍາຄວາມຕ້ອງການປະຕິບັດງານຄວາມປອດໄພຂອງ forging ຟຣີ.
ກ່ອນທີ່ຈະ forging ຟຣີ, ຮ້ານ forging ຄວນກວດເບິ່ງຢ່າງລະອຽດວ່າ bolts, ຫມາກ, pins, ແລະອື່ນໆຂອງແຕ່ລະພາກສ່ວນເຊື່ອມຕໍ່ fastening ແມ່ນວ່າງຫຼືແຕກ, ແລະບໍ່ວ່າຈະມີຮອຍແຕກໃນການປະສົມປະສານຂອງ anvil block, ຫົວ hammer, rod hammer ແລະ wedge inclined. ກ່ອນທີ່ຈະເລີ່ມ forging hammer. ຖ້າພົບບັນຫາໃດໆ, ຄວນແກ້ໄຂໃຫ້ທັນເວລາ, ແລະກວດເບິ່ງສະຖານະການການດູດຊືມນໍ້າມັນແລະນໍ້າມັນ. ມືຄວບຄຸມ hammer ອາກາດຄວນຈະຖືກຈັດໃສ່ໃນຕໍາແຫນ່ງເປົ່າ, ແລະ pin ຕໍາແຫນ່ງແມ່ນ inserted, ແລະຫຼັງຈາກນັ້ນສາມາດເລີ່ມຕົ້ນ, ແລະການດໍາເນີນງານເປົ່າສໍາລັບ 3 ~ 5 ນາທີ. ໄມ້ຄ້ອນທີ່ບໍ່ເສຍຄ່າຂອງອາກາດໄອນ້ໍາຄວນບໍ່ລວມເອົານ້ໍາ condensate ໃນກະບອກກ່ອນເລີ່ມຕົ້ນ, ແລະປ່ຽງໄອເສຍຄວນໄດ້ຮັບການເປີດຢ່າງເຕັມທີ່ກ່ອນທີ່ຈະເຮັດວຽກ, ແລະຫຼັງຈາກນັ້ນເປີດປ່ຽງກິນເລັກນ້ອຍ, ເພື່ອໃຫ້ໄອນ້ໍາຜ່ານລະບົບທໍ່ອາຍແກັສ preheat ປ່ຽງອາກາດແລະຫຼັງຈາກນັ້ນ. ຄ່ອຍໆເປີດປ່ຽງຮັບປະທານ, ແລະເຮັດໃຫ້ລູກສູບເປົ່າຫຼາຍຄັ້ງ.
Forgings ໂຮງງານຜະລິດໃນລະດູຫນາວເພື່ອ preheat rod hammer, hammer ແລະຕັນ anvil, preheating ອຸນຫະພູມແມ່ນ 100 ~ 150â ¢ 15. ຫຼັງຈາກຄ້ອນ forging ໄດ້ເລີ່ມຕົ້ນ, ມັນຈໍາເປັນຕ້ອງໄດ້ສຸມໃສ່ການດໍາເນີນການຕາມຄໍາແນະນໍາຂອງປາມ fitter ແລະຄວາມຕ້ອງການຂອງການດໍາເນີນງານ, ແລະເອົາໃຈໃສ່ກັບການສັງເກດການໄດ້ທຸກເວລາ. ຖ້າພົບສິ່ງລົບກວນ ຫຼືປະກົດການຜິດປົກກະຕິເຊັ່ນ: ຫົວກະບອກສູບຮົ່ວໄຫຼ, ຄວນຢຸດເຄື່ອງທັນທີເພື່ອການສ້ອມແປງ. ຫຼີກເວັ້ນການປອມແປງທີ່ແປກປະຫຼາດ, ການໂຈມຕີທາງອາກາດຫຼືການໂຈມຕີຢ່າງຮຸນແຮງໃນອຸນຫະພູມຕ່ໍາ, ແຜ່ນບາງໆ, ໃນເວລາໃດກໍ່ຕາມເພື່ອເອົາຜິວຫນັງອອກໄຊຂອງທ່ອນຂ້າງ, ເພື່ອບໍ່ໃຫ້ບາດແຜຫຼືຄວາມເສຍຫາຍຂອງພື້ນຜິວທະວານ. ໃນເວລາທີ່ການວັດແທກຂະຫນາດຂອງ workpiece ຫຼືການປ່ຽນແປງເຄື່ອງມື, ຜູ້ປະກອບການຄວນເອົາຕີນຂອງຕົນອອກຈາກ pedal ເພື່ອຫຼີກເວັ້ນການຜິດພາດ.
ຫຼັງຈາກການເຮັດວຽກ forging ສໍາເລັດແລ້ວ, ຫົວຄ້ອນຄວນຈະຖືກວາງລົງຢ່າງລຽບງ່າຍ, ປ່ຽງ inlet ແລະທໍ່ລະບາຍອາກາດຄວນປິດ, ໄມ້ຄ້ອນລົມຈະເປີດສະຫຼັບ, ແລະການເຮັດວຽກຂອງການເຄື່ອນຍ້າຍຄວນຈະເຮັດໄດ້ດີ.
ກ່ອນທີ່ຈະ forging ຟຣີ, ຮ້ານ forging ຄວນກວດເບິ່ງຢ່າງລະອຽດວ່າ bolts, ຫມາກ, pins, ແລະອື່ນໆຂອງແຕ່ລະພາກສ່ວນເຊື່ອມຕໍ່ fastening ແມ່ນວ່າງຫຼືແຕກ, ແລະບໍ່ວ່າຈະມີຮອຍແຕກໃນການປະສົມປະສານຂອງ anvil block, ຫົວ hammer, rod hammer ແລະ wedge inclined. ກ່ອນທີ່ຈະເລີ່ມ forging hammer. ຖ້າພົບບັນຫາໃດໆ, ຄວນແກ້ໄຂໃຫ້ທັນເວລາ, ແລະກວດເບິ່ງສະຖານະການການດູດຊືມນໍ້າມັນແລະນໍ້າມັນ. ມືຄວບຄຸມ hammer ອາກາດຄວນຈະຖືກຈັດໃສ່ໃນຕໍາແຫນ່ງເປົ່າ, ແລະ pin ຕໍາແຫນ່ງແມ່ນ inserted, ແລະຫຼັງຈາກນັ້ນສາມາດເລີ່ມຕົ້ນ, ແລະການດໍາເນີນງານເປົ່າສໍາລັບ 3 ~ 5 ນາທີ. ໄມ້ຄ້ອນທີ່ບໍ່ເສຍຄ່າຂອງອາກາດໄອນ້ໍາຄວນບໍ່ລວມເອົານ້ໍາ condensate ໃນກະບອກກ່ອນເລີ່ມຕົ້ນ, ແລະປ່ຽງໄອເສຍຄວນໄດ້ຮັບການເປີດຢ່າງເຕັມທີ່ກ່ອນທີ່ຈະເຮັດວຽກ, ແລະຫຼັງຈາກນັ້ນເປີດປ່ຽງກິນເລັກນ້ອຍ, ເພື່ອໃຫ້ໄອນ້ໍາຜ່ານລະບົບທໍ່ອາຍແກັສ preheat ປ່ຽງອາກາດແລະຫຼັງຈາກນັ້ນ. ຄ່ອຍໆເປີດປ່ຽງຮັບປະທານ, ແລະເຮັດໃຫ້ລູກສູບເປົ່າຫຼາຍຄັ້ງ.
Forgings ໂຮງງານຜະລິດໃນລະດູຫນາວເພື່ອ preheat rod hammer, hammer ແລະຕັນ anvil, preheating ອຸນຫະພູມແມ່ນ 100 ~ 150â ¢ 15. ຫຼັງຈາກຄ້ອນ forging ໄດ້ເລີ່ມຕົ້ນ, ມັນຈໍາເປັນຕ້ອງໄດ້ສຸມໃສ່ການດໍາເນີນການຕາມຄໍາແນະນໍາຂອງປາມ fitter ແລະຄວາມຕ້ອງການຂອງການດໍາເນີນງານ, ແລະເອົາໃຈໃສ່ກັບການສັງເກດການໄດ້ທຸກເວລາ. ຖ້າພົບສິ່ງລົບກວນ ຫຼືປະກົດການຜິດປົກກະຕິເຊັ່ນ: ຫົວກະບອກສູບຮົ່ວໄຫຼ, ຄວນຢຸດເຄື່ອງທັນທີເພື່ອການສ້ອມແປງ. ຫຼີກເວັ້ນການປອມແປງທີ່ແປກປະຫຼາດ, ການໂຈມຕີທາງອາກາດຫຼືການໂຈມຕີຢ່າງຮຸນແຮງໃນອຸນຫະພູມຕ່ໍາ, ແຜ່ນບາງໆ, ໃນເວລາໃດກໍ່ຕາມເພື່ອເອົາຜິວຫນັງອອກໄຊຂອງທ່ອນຂ້າງ, ເພື່ອບໍ່ໃຫ້ບາດແຜຫຼືຄວາມເສຍຫາຍຂອງພື້ນຜິວທະວານ. ໃນເວລາທີ່ການວັດແທກຂະຫນາດຂອງ workpiece ຫຼືການປ່ຽນແປງເຄື່ອງມື, ຜູ້ປະກອບການຄວນເອົາຕີນຂອງຕົນອອກຈາກ pedal ເພື່ອຫຼີກເວັ້ນການຜິດພາດ.
ຫຼັງຈາກການເຮັດວຽກ forging ສໍາເລັດແລ້ວ, ຫົວຄ້ອນຄວນຈະຖືກວາງລົງຢ່າງລຽບງ່າຍ, ປ່ຽງ inlet ແລະທໍ່ລະບາຍອາກາດຄວນປິດ, ໄມ້ຄ້ອນລົມຈະເປີດສະຫຼັບ, ແລະການເຮັດວຽກຂອງການເຄື່ອນຍ້າຍຄວນຈະເຮັດໄດ້ດີ.
ສົ່ງສອບຖາມ



X
ພວກເຮົາໃຊ້ cookies ເພື່ອສະເຫນີໃຫ້ທ່ານມີປະສົບການການຊອກຫາທີ່ດີກວ່າ, ວິເຄາະການເຂົ້າຊົມເວັບໄຊທ໌ແລະປັບແຕ່ງເນື້ອຫາ. ໂດຍການນໍາໃຊ້ເວັບໄຊທ໌ນີ້, ທ່ານຕົກລົງເຫັນດີກັບການນໍາໃຊ້ cookies ຂອງພວກເຮົາ.
ນະໂຍບາຍຄວາມເປັນສ່ວນຕົວ